
 全国统一服务热线:136-2848-9798
全国统一服务热线:136-2848-9798
136-0834-9845

-

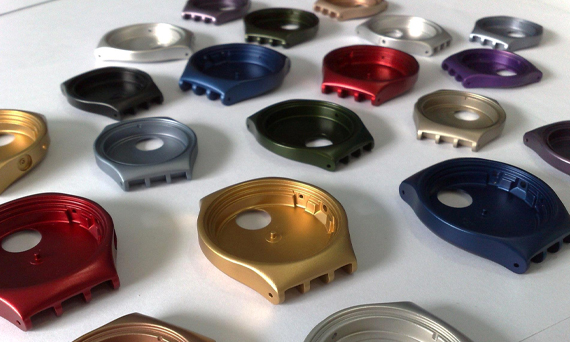
硬质阳极氧化表面处理的优点是什么?
挤压铝合金型材表面耐腐蚀性不强,表面处理必须通过试验硬质阳极氧化来提高铝的耐腐蚀性、耐磨性和外观。主要介绍了一系列抛光氧化工艺。
04-14 查看详细>> -
铝合金零件阳极氧化设备常见的故障是怎样的?
铝氧化工艺研究进展阳极氧化设备膜厚度一般为3-15μm,膜厚度为3-15μm。该工艺操作简单,电解质稳定,成本低。然而,在硫酸阳极氧化过程中,各种故障经常发生,影响阳极氧化膜的质量。认真总结分析故障原因,采取有效的预防措施,对提高铝合金硫酸阳极氧化质量具有重要的现实意义。
04-08 查看详细>> -

硬质阳极氧化的氧化薄膜的结构与性能是怎样的?
硬阳极氧化膜由两层组成。多孔厚外层生长在介电性能密集的内层上方,称为阻挡层。喷砂氧化后应立即染色。如果工件氧化后长时间暴露在空气中,膜间隙会收缩,可能会受到其他因素的污染,导致染色困难。如果不能染色,将待染色产品放入清水中。电子显微镜观察结果表明,几乎所有膜的垂直面和水平面都有垂直于金属表面的管状孔,通过膜的外层到达金属表面硬阳极氧化膜和金属界面的阻挡层。以每个孔为主轴,周围有致密阳极氧化铝形成的六角形蜂窝状结构,称为电池。整部电影由无数这样的细胞组成。
04-08 查看详细>> -

铝合金阳极氧化设备成膜工艺中的技术问题是怎样的?
预处理后,应立即转移阳极氧化设备,防止天然气阳极氧化设备氧化膜的质量受到铝大气中长期使用的影响。硬氧化一般需要25-150um的厚度,其中大部分是硬阳极氧化设备。硬阳极氧化膜厚度为50-80um,小于25um。对于齿键和螺旋的耐磨或绝缘部件,硬阳极氧化膜厚度约为50微米。在某些特殊工艺条件下,需要生产厚度大于125um的硬阳极氧化膜。但必须注意的是,阳极氧化膜越厚,外层显微硬度越低,膜层表面粗糙度增加。虽然浸泡在淡水中比暴露在大气中要好,但不宜浸泡太久。
03-31 查看详细>> -

硬质阳极氧化设备处理过程中常见情况是怎样的?
铝及铝合金电解着色彩膜具有良好的耐磨性、耐阳光性、耐热性和耐腐蚀性,广泛应用于现代建筑铝型材的装饰和防腐。但铝阳极氧化设备具有较高的孔隙率和吸附能力,易受污染和腐蚀介质的侵蚀。为了提高涂层的耐腐蚀性、耐污染性和固色性,必须密封涂层芯。让我们跟随阳极氧化设备,看看制造商常见的几种硬合金阳极氧化设备。
03-24 查看详细>> -
阳极氧化厂家要怎样控制电流密度?
在铝阳极氧化厂家的一定范围内,膜的生长率随着电流密度的增加而增加。如果电流密度过高,零件表面过热,局部溶液温度升高,膜溶解率增加,零件可能烧毁;如果电流密度过低,膜生长缓慢,但膜致密,硬度和耐磨性降低。
03-24 查看详细>> -
硬质阳极氧化设备提供薄膜硬度与耐磨性的方法是怎样的?
微弧氧化膜为纤维部件提供了耐热性、耐磨性和适当的表面粗糙度,如纺纱杯、储纱盘、滚筒等高速旋转部件,已在国内外使用多年。硬氧化的全称是硬氧化阳极氧化设备的把手。铝合金硬合金阳极氧化设备主要用于工程或军事目的。它不仅适用于变形铝合金,也适用于压铸合金零件。多孔层的致密性主要取决于电压。在恒流过程中,溶液温度低,电流密度高,硫酸浓度低会增加阳极氧化膜阻挡层的厚度,导致阳极氧化电压升高,阳极氧化膜孔隙率降低,从而增加阳极氧化膜的显微硬度。
03-19 查看详细>>
 渝公网安备 50022702000842号
渝公网安备 50022702000842号