
 全国统一服务热线:136-2848-9798
全国统一服务热线:136-2848-9798
136-0834-9845
全国统一服务热线:136-2848-9798
136-0834-9845



从业铝合金表面处理经验多年,与重庆大学材料学院有良好合作,有着过硬的企业实力,为您打造过硬品质产品

拥有七条完整的阳极氧化生产线,两条完整的钝化处理生产线,生产线上配套有专用时间控制系统

专业的技术处理工程师,专业的质量检测团队,为完成各类企业的大批量产品的表面处理提供了时间上的保障

售后服务部设有24小时服务电话,任何时间出现问题或有疑问,我们的技术顾问,都会第一时间解决

硬质阳极氧化膜一般要求厚度为25-150um,大部分硬质阳极氧化膜的厚度为50-80um,膜厚小于25um的硬质阳极氧化膜,用于齿键和螺线等使用场合的零部件,耐磨或绝缘用的阳极氧化膜厚度约为50um,在某些特殊工艺条件下,要求生产厚度为125um以上的硬质阳极氧化膜,但是必须注意阳极氧化膜越厚,其外层的显微硬度可以越低,膜层表面的粗糙度增加。

铝合金的硬质阳极氧化处理主要目的是,提高铝及铝合金的各种性能,包括耐蚀性、耐磨性、耐候性、绝缘性及吸附性等。它既适用于变形铝合金,也可能用于压铸造铝合金零部件。
由于铝硬质氧化的有之特性,故应用很广,主要用于耐热,耐磨,绝缘性能要求很高的铝制零件,如活塞,汽缸,轴承,水电设备叶轮等。

氧化膜随着通电时间的增加,电流增大而促使氧化膜增厚。与此同时,由于(Al2O3)的化学性质有两重性,即它在酸性溶液中呈碱性氧化物,在碱性溶液中呈酸性氧化物。无疑在硫酸溶液中氧化膜液发生溶解,只有氧化膜的生成速度大于它的溶解速度,氧化膜才有可能增厚,当溶解速度与生成速度相等时,氧化膜不再增厚。当氧化速度过分大于溶解速度时,铝和铝合金制件表面易生成带粉状的氧化膜。

硬质阳极氧化后,零件表面的光洁度是有所改变的,对于较粗糙的表面来说,经此处理后可以显得比原来平整一些,而对于原始光洁度较高的零件来说,往往经过此种处理后,显示的表面光洁光亮度反而有所降低,降低的幅度在1~2级左右。
硬质阳极氧化的电解液时在-10℃~+5℃左右的温度下电解 。由于硬质阳极氧化所生成的氧化膜层具有较高的电阻,会直接影响到电流强度的氧化作用。为了取得较厚的氧化膜,势必要增加外电压,其目的是为了消除电阻大的影响,而使电流密度保持一定,但电流较大时会产生激烈的发热现象,加上生成氧化膜时会放出大量的热量,使零件周围电解液温度剧烈上升,温度上升将会加速氧化膜的溶解,使氧化膜无法变厚。

压铸件除油处理后,应立即进行氧化,不应放置过久。铝件制作氧化膜时,要全部浸入电解液中,槽电压从头至尾要平稳一致,同一批产品,必须完全一致,这一点即使在染色时亦应遵循。在阳极氧化过程中,电解质中溶液的铝、铜、铁等不断增加,影响铝铸件的光泽等。当铝含量大于24克/升,铜大于0.02克/升,铁含量大于2.5克/升时,电解液应考虑更换。

压铸件硬质阳极氧化在多次机械加工过程中,沾有较多的油脂、少量磨料、灰尘及有缺陷的氧化膜等,这些物质导电性差,不能进行阳极氧化,故需预先处理。方法是用四氯化碳、三氯乙烯、汽油或甲苯作清洗剂,将铝合金压铸件浸入,用毛刷刷洗,然后风干,再浸入水中,多次清洗。油去尽后,立即用热水冲洗。如果表面生成一层黑色的膜,还要放在32%的硝酸溶液浸泡20秒钟,以便除去黑膜,最后用冷水冲洗干净。浸入蒸馏水中,备作制氧化膜用。

经过处理的铝合金压铸件,颜色美观、鲜艳、抗腐蚀性、耐磨性及绝缘性高于一般的铝铸件。将铝铸件悬于适当的电解质溶液内,以此作阳极进行电解。在电解过程中,水中的氢氧根离子在阳极放出电子成为水和新生态的氧,它使铝氧化成较厚的氧化铝膜,因为这个过程是金属制品作阳极被氧化的,所以叫做阳极氧化。

阳极氧化可以在铝合金压铸件表面形成氧化膜保护层,从而增加压铸件的致密度和耐腐蚀性能。阳极氧化不但能得到透明度较高的氧化膜,还可以用燃料染成各种鲜艳的颜色,甚至特俗处理的话,还能够做出和陶瓷类似的涂装效果。

钝化是指金属经强氧化剂或电化学方法氧化处理,使表面变为不活泼态即钝化的过程,是使金属表面转化为不易被氧化的状态,而延缓金属的腐蚀速度的方法。另外一种,活性金属或合金,其中化学活性大大降低,而成为贵金属状态的现象,也叫钝化。

促使铝合金压铸件表面形成的氧分子结构钝化膜、膜层致密、性能稳定,并且在空气中同时具有自行修复作用,因此与传统的涂防锈油的方法相比,钝化形成的钝化膜更稳定、更具耐蚀性。就是使金属表面转化为不易被氧化的状态,而延缓金属的腐蚀速度的方法。一种活性金属或合金,其中化学活性大大降低,而成为贵金属状态的现象,叫钝化。

铝合金压铸件由于介质的作用生成的腐蚀产物,形成了一层薄膜,紧密覆盖在铝合金压铸件的表面,则改变了其的表面状态,使铝合金压铸件的电极电位大大向正方向跃变,而成为耐蚀的钝态。
 全国统一服务热线: 136-2848-9798 136-0834-9845
全国统一服务热线: 136-2848-9798 136-0834-9845

专业从事各类铝合金阳极氧化和钝化多年,与重庆大学材料学院有良好合作,有强有力的研发能力,与多家企业有着良好的合作关系。

公司拥有七条完整的阳极氧化生产线,两条完整的钝化处理生产线,具备优越性的 就加工能力,为完成客户的大批量产品的表面处理提供了时间上的保障。

有阳极氧化专用电源7台,大功率冷冻机5台,生产线上配套行车4台,大型超声波机2台,公司还拥有自动喷砂机及手动喷砂机,螺杆式空压机等配套设备多台。

凭借高标准的服务理念、专业化的管理水平为公司树立起了良好的品牌口碑和企业形象,为您提供可靠的产品和强有力的技术支持。
About us
重庆市儒鹄科技有限公司是一家专业从事各类铝合金阳极氧化和钝化的企业,其前身为重庆市拓宏机械有限公司(专业从事各类铝合金阳极氧化和钝化),由于凤凰电镀工业园区建设重庆市科学城项目本公司搬迁至璧山区浩誉电镀工业园,更名为重庆市儒鹄科技有限公司。
公司一直与重庆大学材料学院有良好合作,技术实力雄厚,有强有力的研发能力,在业内有很好口碑。
公司现有合作企业多家,代表性的企业有超力电器、帝瀚动力、嘉陵工业、建设空调、青山机械、重庆中铸,百吉四兴,阿斯特,万里江发链轮等。公司秉承质量第一,真诚合作,一次合作,永远朋友的理念,在行业内有口皆碑。


设施完善|追求品质|设备齐全
 联系我们
联系我们


着色结束时,必须立即起吊,尽快流尽槽液,尽快转移至水槽水洗,不可在着色槽中停留,严格控制空中起吊时间,充分洗净型材内孔中的酸液后,才能用色板比色,比色时,掌握型材色略深于样板色。当颜色太浅时,重新放入着色槽通电补色,当颜色太深时,重新放入着色槽(不通电)或氧化槽后面的酸性水槽褪色。
看更多的>
铝型材在机加工过程中所遇到的表面问题,成膜后也会被阳极氧化,总是会受到一些杂质的影响。解决这些问题是很多企业头痛的事情,铝型材的表面处理解决的措施在下面会提到,当然企业如果有条件可以自行研制更好的成膜技术以抗击阳极氧化。首先铝型材成膜的速度是与不同型号的铝型材不同,通过电性化学转化处理之后,外表色泽的差异比因其他工艺配方不同所获的阳极氧化膜差异更明显。铝质纯度高、成膜速度慢;铝质纯度低,则相反。因此阳极氧化时需根据不同铝材来掌握不同。
看更多的>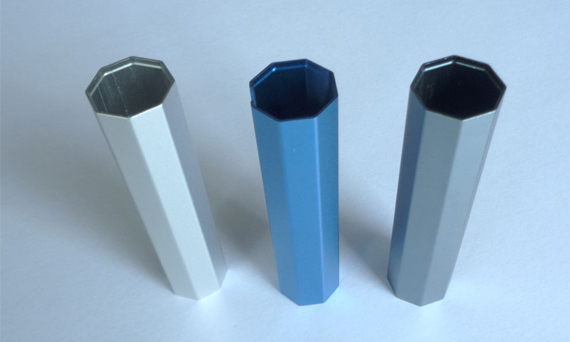
预阳极氧化时间(以表8-3中配方1为例)。当制件进入硬质阳极氧化槽之后当即加以0.5A/dm2的电流,并在之后的25min时间内分5~8次将电流密度由0.5A/dm2递升到2.5A/dm2,这段时间不能短,否则容易引起以后成膜阶段制件发生短路而引起烧蚀,时间过长则没有意义。
看更多的>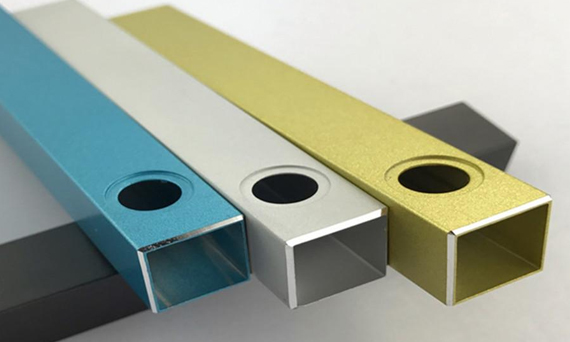
铝制品做成的产品有很多优点,一,生产过程挤压成形,制作工艺相对简单,二,铝制作不容易生锈,产品耐用,所以目前铝产品的设计上相对很多。那么在表面处理时,铝制品也要进行硬质氧化,经过处理的产品的光滑度更好,产品更加耐磨,经久而用。如果加上硬质氧化着色处理的产品,那表面会更加美观,深受广大消费者的喜欢。那么,硬质氧化是怎么进行硬质氧化着色的呢,其中要注意哪些方面的因素呢,我们今天就来分析下。
看更多的>
阳极氧化池检索到充满活力的冲洗后,文物尤其是缝隙的地方,如盲孔,或在染色过程中的酸和碱的其余部分将是缓慢的,染色溶液的pH值在正常范围偏离,并使得残留的碱份外观色和光泽和清洁部分有明显的区别,腐蚀和氧化膜和白色。
看更多的>Customer Service


















 渝公网安备 50022702000842号
渝公网安备 50022702000842号