
 全国统一服务热线:136-2848-9798
全国统一服务热线:136-2848-9798
136-0834-9845

-

铝合金导电氧化设备操作有怎样的要求?
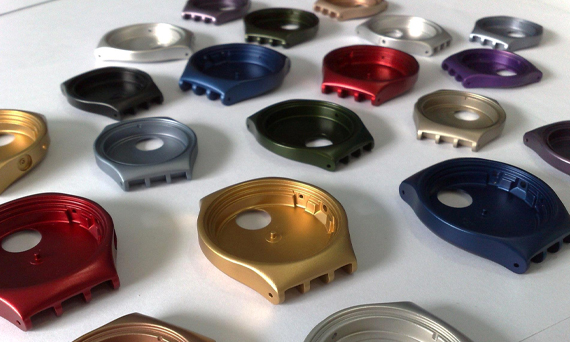
虽然一层氧化膜可以在铝和铝合金的气氛中自然形成,但氧化膜薄(40-50a),多孔、无定形、不均匀、不连续,不能作为可靠的保护装饰涂层。随着铝制品加工业的不断发展,导电氧化设备铝和铝合金零件表面形成氧化膜,达到保护和装饰的目的。铝和铝合金零件的化学或电化学抛光后,导电氧化设备处理后的氧化膜明亮、明亮、透明。染色后,可获得明亮的表面。
01-04 查看详细>> -

铝硬质阳极氧化工艺的应用是怎样的?
将铝及其合金作为适当的阳极电解液通电的过程称为硬质阳极氧化。贯穿铝合金硬质阳极氧化设备硬质阳极氧化铝表面的氧化膜厚度为几至几百微米。氧化膜表面为多孔和蜂窝状。与铝合金的天然氧化膜相比,其耐腐蚀性、耐磨性和装饰性显著提高。不同性能的硬质阳极氧化膜可以通过不同的电解液和工艺条件获得。铝硬质阳极氧化工艺广泛应用于铝制品的表面处理。工业应用大致可分为以下几类。
12-31 查看详细>> -
金属阳极氧化设备膜具有怎样的优点?
铝合金是铝合金的总称。主要合金元素为铜、硅、镁、锌、锰、镍、铁、钛、铬、锂等。铝合金是一种广泛应用于工业的有色金属结构材料,广泛应用于航空、航天、汽车、机械制造、造船等行业和化工行业。铝合金密度低但强度高,接近或优于优质钢,塑性好,可加工成各种型材,具有优异的导电性、导热性和耐腐蚀性。广泛应用于工业,仅次于钢铁。
12-27 查看详细>> -

铝型材阳极氧化设备的主要工艺是怎样的?
在铝及其合金相应的电解质和特定的工艺条件下,在外部电流的作用下,在铝制品(阳极)上形成氧化膜。如果对阳极氧化设备没有规定,通常是硫酸阳极氧化设备。为了克服铝合金表面硬度和耐磨性的缺陷,扩大应用范围,延长使用寿命,表面处理技术已成为铝合金使用中不可或缺的一部分。阳极氧化设备技术是目前应用广泛的技术。
12-24 查看详细>> -
金属阳极氧化设备有哪些问题需要关注
关于阳极氧化设备它包含了很多知识。因此,如果你想掌握这一切,需要一些时间。而且,只能循序渐进,以免影响学习效果。因此,我们不妨此基础上继续开展这项工作,让每个人都有学习的内容,并从中获得新的收获和启示。
12-20 查看详细>> -

硬质阳极氧化的氧化效应的影响因素
硬质阳极氧化要想获得良好的氧化效果,有几个关键因素和方面。只有控制和处理这些因素,才能达到上述目的。因此,接下来,我们不妨对这些关键因素或方面进行具体的讨论和说明,让大家都明白,从而达到预期的目的。
12-17 查看详细>> -
表面阳极氧化设备的加工原理是怎样的
使用金属或合金产品作为表面阳极氧化设备,通过电解表面形成氧化膜。金属氧化膜改变了表面条件和性能,如表面着色,提高了耐腐蚀性,增强了耐磨性和硬度,以及金属表面保护。例如,铝表面阳极氧化设备铝、铝及其合金相应的电解液(如硫酸、铬酸、草酸等)作为阳极,在特定条件下和外加电流下电解。阳极或其合金的铝被氧化,表面形成一层薄薄的氧化铝层,厚度为5~20μm,比硬表面阳极氧化设备厚度为60~200μm。表面阳极氧化铝或其合金的硬度和耐磨性提高到250~500kg/mm2,具有良好的耐热性。硬质表面阳极氧化膜硬度高达2320k,具有优异的绝缘性和耐腐蚀性。耐磨电压高达2000V,提高了耐腐蚀性。ω=0.03nacl盐雾中几千小时不腐蚀。氧化膜中有大量微孔,可吸附各种润滑油。适用于制造发动机气缸或其他耐磨部件。薄膜的微孔吸附能力可染成各种美丽的颜色。可用于铝及其合金、镁及其合金。表面阳极氧化设备、精密设备、
12-13 查看详细>>
 渝公网安备 50022702000842号
渝公网安备 50022702000842号