
 全国统一服务热线:136-2848-9798
全国统一服务热线:136-2848-9798
136-0834-9845

-

铝合金阳极氧化设备有怎样的作用
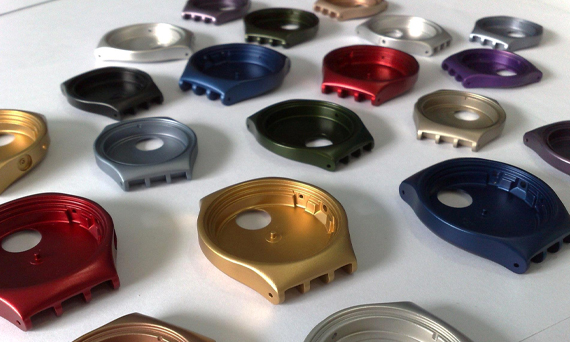
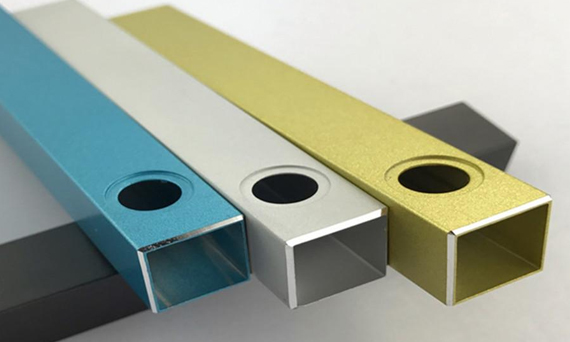
铝型材(未经表面处理)外观单一,在潮湿环境下容易腐蚀,很难满足建筑材料的装饰、耐气候性能要求。为改善装饰效果,增强耐蚀性,延长使用寿命,通常需要对铝型材进行表面处理。伴随着铝制品加工业的不断发展,在工业中的应用越来越广泛,阳极氧化设备铝及铝合金零件表面形成一层氧化膜,以实现保护和装饰。经过化学抛光、电化学抛光后的铝材及铝合金氧化膜有光泽、光泽、透明。着色后可获得鲜艳的表面颜色。
11-08 查看详细>> -
硫酸阳极氧化加工有哪些方面的缺陷
铝硫酸阳极氧化优于化学氧化法,可以作为防腐蚀、装饰或着色、染色、电泳涂装的基础。依据电解溶液类型和膜层性质的不同,硫酸阳极氧化可分为硫酸法、铬酸法、草酸法、混合酸法、硬质陶瓷硫酸阳极氧化。
11-07 查看详细>> -
导电氧化处理前后有怎样的区别
在很多场合,我们都需要进行这种导电氧化处理,能够改善材料性能。那么,去吧导电氧化前后的区别是什么?关于这个问题,我想一定有很多朋友比较好奇,下面,让我们详细了解一下。
11-01 查看详细>> -

硬质阳极氧化常用加工方法讲解
实际上,铝和铝合金型材经常需要氧化处理。你知道处理方法是什么吗?本文将列举四个常见的内容,硬质阳极氧化,来讲解加工方法,希望能帮助大家学习和理解。
10-30 查看详细>> -

硬质阳极氧化处理前后有怎样的区别
在许多工作场所,我们需要进行硬质阳极氧化,以提高材料的性能。所以,说吧。硬质阳极氧化前后有什么区别?肯定有很多朋友对这个问题很好奇。接下来,了解硬质阳极氧化处理的具体内容。
10-25 查看详细>> -
电解阳极氧化加工后的密封措施
我们知道,总的来说,我们需要在电解阳极氧化处理后获得一层保护膜,这样可以大大延长它的使用寿命。然而,电解阳极氧化膜经过处理后,由于其多孔结构和较强的吸附性能,表面容易受到污染,因此有必要对其进行密封。
10-22 查看详细>> -
硬质阳极氧化的一些处理技巧讲解
在硬质阳极氧化中,铝或其合金置于相应的电解液(如硫酸、铬酸、草酸等)中。)作为阳极,并在特定条件和外部电流下电解。在阳极铝或其合金表面形成一层厚度为5 ~ 20微米的氧化铝和一层厚度为60 ~ 200微米的硬质阳极氧化膜。
10-18 查看详细>>
 渝公网安备 50022702000842号
渝公网安备 50022702000842号