
 全国统一服务热线:136-2848-9798
全国统一服务热线:136-2848-9798
136-0834-9845

-

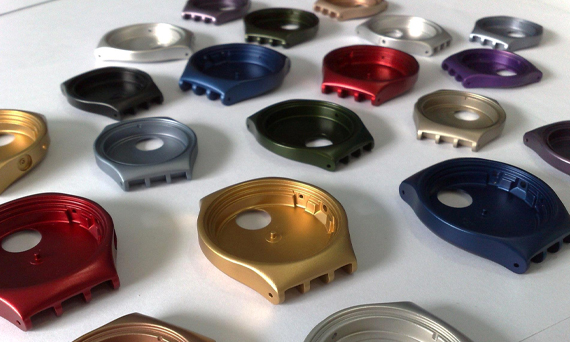
硬质阳极氧化染色原理是怎样的?
随着人们生活水平的提高,人们对家居装饰的要求越来越高,不仅要求性能好,而且要求色彩鲜艳。喷粉方兴未艾。性能好,颜色令人满意。然而,令人遗憾的是,厚厚的粉末掩盖了金属的光泽。硬阳极氧化染料正好弥补了这一遗憾。它不仅保持金属光泽,而且颜色华丽。它不仅可以用于家用电器、汽车、品牌等,也是家居装饰的好选择。本文主要研究硫酸硬阳极氧化染色,是作者在工作中积累的一些经验,与大家讨论。
03-04 查看详细>> -

硬质阳极氧化处理的工艺条件是怎样的?
硬阳极氧化厂家采用直流电源或交直流叠加电源进行治疗。溶液种类繁多,尤其是硫酸阳极氧化厂家。 在制备硫酸作为硬材料的阳极氧化厂家时,应考虑影响氧化膜的因素。硬氧化。 (1)硫酸氧化处理浓度一般为200-250g/L,浴液相对密度(室温)为1.12-1.15。 (2)水:水是硬阳极氧化的主要成分。自来水通常用蒸馏水或冷开水代替,因为自来水含有氯离子。当添加Cl-GT1%时,零件在氧化过程中会发生腐蚀和白斑。
02-24 查看详细>> -

铝硬质阳极氧化与导电氧化有怎样的区别?
在铝合金电解质和特定工艺条件下,由于外部电流的作用,铝表面会产生一层支撑层。为了克服铝合金的硬度和耐磨性缺陷,扩大应用范围,延长使用寿命,表面处理技术已成为铝合金使用中不可缺少的一步。这是一项成熟而成功的技术。它和导电氧化有什么区别?
02-24 查看详细>> -
硬质阳极氧化铝合金是一种很好的建筑材料?
铝合金是目前非常绿色的建筑结构材料,所以很多建筑材料都有明显的优势。那么为什么人们更喜欢铝结构呢?很多人说,因为它的外观更有质感,所以它的外观价值值高于刚性建筑。事实上,铝比钢更有优势,具体性能如下:
02-17 查看详细>> -
影响阳极氧化效果的两个关键因素讲解
事实上,阳极氧化制造商有一些关键因素和方面来获得良好的氧化效果。只有控制和处理这些因素,才能达到上述目的。因此,下一步,我们不妨讨论和解释这些关键因素或方面,以便我们能够清楚地理解它们,以达到预期的目的。
02-11 查看详细>> -
金属硬质阳极氧化处理对金属有怎样的意义?
金属的硬阳极氧化也是金属不可忽视的一个方面。它包含了很多内容。很难一下子介绍他们,所以我们。 硬阳极氧化也是金属不可忽视的一个方面。它包含了很多内容,很难一下子全部介绍出来。因此,让我们先阐述一些简单的内容,学习一些金属硬阳极氧化的基本知识,为以后的学习打下良好的基础。以下是介绍。
02-11 查看详细>> -
影响阳极氧化设备的因素有哪些?
所以一般来说,阳极氧化设备漆膜的耐腐蚀性、耐磨性和后处理的密封质量都会受到H2SO4浓度对阻挡层厚度、溶液电导率和氧化膜电导率的影响。H2SO4浓度阻挡层厚度保持耐电压腐蚀和耐磨性,气化膜质量灰白疏松,膜孔外孔径大,密封困难,槽液温度低。
01-30 查看详细>>
 渝公网安备 50022702000842号
渝公网安备 50022702000842号